

2023年6月24日
魔界エンジン MEー6 製作開始
静岡県内の方から魔界エンジンの製作依頼がございまして、開始いたしました。 画像は今まで使っていたエンジンを支給されたもので、ある程度はチューニングされているが調子が良くないとのことで、不具合箇所は修理してほしいという要望です。
ME-6ー2 新規ヘッドチューニング

素材エンジンのヘッドがP79ポートパイプ付きでチューニングできないので、別途N42ヘッドが支給されてチューニングに入っています。パーツをすべて外して私が必ず実施する変更箇所を先ずは加工します。
このヘッドで弱点であるカムホルダーの固定M8タップ穴の右側列をヘリサート加工で補強します。左側列はヘッドボルト共じめなので問題なし。

この部分ですね。
ネジサイズを大きくするのは困難なので、ヘリサートすることでネジ部のアルミ面積を増すので強度が上がります。ネジのズル剥けを防げます。

そしてこの部分のねじ。
ここは純正ではカムチェインの調子を見るための確認窓なのでここのねじは窓蓋を止めるだけなのでM6が3本です。今回はツインスライダーをここに取り付けるのでこのM6 3本で固定ではちょっと怖いのです。そこでM8にサイズアップするのですが、さらに単なるサイズアップだけでなく、ヘリサートしてのサイズアップとしますので2段階ぐらい補強されます。自分はアルミのねじは強度的にはあまり信用していません。

ヘリサートを打ちました。

そして逆にこの部分、かつてはメカポンプを取り付けていた部分ですのでネジサイズ的にはM8 3本ですがほとんどの場合メカポンプは使用せず3角形の蓋を付けるわけですがその蓋をM8で止める必要は有りませんので、ここはネジをM6にスケールダウンします。

先ずはネジ補強などの養生ができましたので洗浄しています。この後機械加工屋さんへ発送して
・アルゴン盛り
・シートリング入れ替え
・INポート下加工
等をやってもらいます。
帰って来るまでに現状では2か月くらいかかりそうです。

ヘッドがアルゴン盛り&機械加工から帰ってきました。

アルゴン盛りです。ほとんど純正の形はとどめていません。バルブシートはビッグバルブ用に打ち換えてありますが、シートカットはまだやっていない状態で戻ってきます。

上から見るとビッグバルブ用のシートリングが吸気・排気で同居できずに隣同士で重なり合ってしまっていることがわかります。この場合排気側に逃がしを加工して組み合わせて組んであるようです。
シートリングの内側に見える段付きは、内径側が元々のポート形状でしたが、これからビッグバルブの内径に合わせて拡大して削り込んで段付きを無くしてストレートにしてゆきます。かなり削り代が有ります。

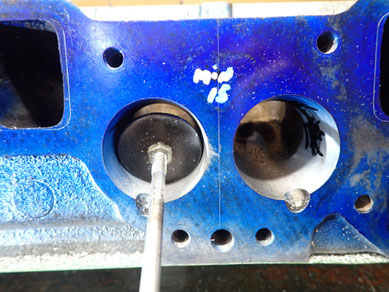
青ニスを吹いた後、メタルガスケットをロケートピンで位置合わせしてシリンダー径をケガキます。

加工をしやすくするためにガスケットの径でケガキを入れた状態です。今後ハンドワークするにあたりこのケガキ線より外側には絶対にグラインダーカッターを当てないようにしなければなりません。(ただし、この段階では後で圧縮比調整のメンケンをやるので深さ1mm以内ぐらいの傷ならまだ救われますけど・・・)
人によってはメタルガスケットを被せたまま加工する人もいます。また、ガムテープなどで養生する方法もあります。絶対に当てない自身のある場合はこのままガチで進めたほうが作業はしやすいです。

さらに各気筒ヘッドに今後加工してゆく燃焼室の形状をケガイていきます。このラインは目安となりますが、実加工では燃焼の事を考えてアレンジしてゆきますのでだんだん変化してきます。重要なポイントは
・バルブからガスがスムーズに出入りする面積を作
り出す。しかし、圧縮比確保のために削りすぎもダ
メ。
・いかに燃焼がスムーズに行われるかを考えること。
言い換えると火炎伝播がどのようになるかを考えて
進めること。特にアルゴン盛り効果のスキッシュ
エリア(平坦なところ)を意識すること。
・6気筒の燃焼室容積が0.3cc以内のばらつきとな
ることを目標とする。ここで容積が0.3ccばらつ
くと圧縮比約0.1ばらつきますので圧縮比12.
5狙いとしても12.4~12.6とばらつくことになります。この時点での燃焼室容積を測りながらの手彫りとなるのでかなり手間がかかります。

このヘッド創成作業をやるとアルミ粉が盛大に出て飛び回りますので環境に悪いので段ボールでこんな簡易的なブースを作って進めます。リヤ側には空気が抜けるようにフラップがつけてあります。もっと確実にアルミ粉を取るには後ろから吸引機で吸い込むのがベターです。大規模な工場ならもっとすごい専用ブースを持っていることでしょうが、個人事業主の私ではこんなもんで我慢です。

はずはポート加工から始めます。
ポート加工は慎重にやらないとポート壁面を拡大削りしてゆくうちにポート裏側に接する冷却水通路にまで削り込んでしまう場合が有り非常にリスクが高い加工です。純正の状態より片側で1-2mmぐらい削るだけですから壁厚4mmぐらい有る純正状態から削っても、突き破ることないでしょと思うのですが、どうも鋳造ですので壁厚は均一になっておらず薄くできているところもあるようで、つまり当たり外れがあるという事ですね。
私も以前には自分用ヘッドで頑張りすぎて削りすぎでこの事態になってしまったことが有ったのですが何とか解決策を見つけてリカバリーしたことが有ります。
方法は
・水通路を突き破った場合はその部分を養生して、場合によってはアルミの栓を作って打ち込んでから、ヘッド全体を320度まで温めて、特殊なアルミ共晶ハンダというろう材で穴の部分を埋めて直します。ろう付けしてからもう一度リューター加工すればほとんど面はきれいになり、その後水圧かけてエンジン稼働しても何の問題も出ない状態に直せます。アルミ共晶という意味は母材ともども溶けてから同じ金属組織状態=共晶の状態になって固まるという事のようです。
・エンジンヘッドボルト穴削り破った場合、ヘッドボルト穴側をリーマ仕上げしてからその穴に合わせたアルミパイプを打ち込んで直します。少しのエアー漏れすらも心配な場合は強力接着剤で固定します。この場合打ち込んだアルミパイプの壁面がアール状にポート側に出た状態になりますが、そこまでは直しきれないのでそのまま磨いておきます。これでヘッドボルト穴部分でのエア漏れは起こらずエンジン稼働しても問題は起こりません。
と、ポート加工時の2大災難を救済する手だけは有るのですがどちらもかなり面倒な作業ですのでこのようにならないことが良いことは言うまでもありませんので、くれぐれも慎重に加工してゆくことになります。

加工に出した時点でINポートは入り口φ41で機械加工されてきますので、これをΦ37スロート部までなだらかに延長してつなげていく作業となります。今回はバルブガイドをレース用ガイドに打ち換えるので、この時点でポート加工の邪魔にならないよう抜き取ってあります。排気側はマニフォガスケットに合わせたケガキを引いていますのでそこラインまで拡大加工します。
こんな感じで目標ポート径のゲージを作ってこの丸い部分が通り抜けるまで拡大します。今回はφ37狙いで進めます。目標ポート径はエンジンの仕様によって変えてゆきます。街乗り仕様ならあまり大きくしすぎないで拡大径細目で仕上げてレスポンス重視の造りになります。

バルブシートとの段付きも削り込んで無くしてゆきます。

ポートIN、OUT側もほぼ目標形状に近付きました。OUT排気側もガスケット形状でケガいてそのところまで拡大しています。

インレット側、今回も三角リブを残し手づくりの味を追求します。こうすることでバルブガイドの支えを残しておくことができるのでバルブガイドが倒れ緩んでがたがたになることを削減する効果を期待します。完全にレース用の場合は耐久性は無視して全部取り去ってしまいますがバルブガイドを支える肉厚は確実に少なくなりますので頻繁なバルブガイドの緩みチェックをしないとバルブガイドが脱落したなどのことが起こる危険性増します。

アウトレットEX側も同じ形状ですがこちらはガスの流れからすると裏側になるのであまりリブを細くせずに十分に肉厚を残しておきます。それでもバルブガイドの径の裏に隠れるのでガスの流れを妨げにくい位置となります。

IN、OUTともにポート径拡大作業があらかた完了したのでここで水圧試験をします。ポート加工をしていたら拡大しすぎて水通路まで破ってしまったというあれが無いか調べます。この症状は目視で穴が開いているように見えなくても亀裂の様な所からじわじわ漏れてくるので圧力を掛けないとわかりません。また今回のようにアルゴン溶接で熱を加えるといろんなところがひずんで思わぬところに問題が出る場合が有ります。
この水圧試験はエンジンヘッドの水通路に空気圧力を掛ける検査ですので厳密な意味では本来の検査ではなく代替検査です。本来は内部に水圧を掛けて漏れをしらべるべきでしょう。ただこのほうが判り易い(穴が有ると気泡が出る)のでこれでやりますが、内圧は4.5kと高い圧力にして精度を補います。

検査に入ってすぐにこの部分ヘッド前側のタイミングチェインが通る部分の壁にある六角プラグから漏れているのがわかりました。ここは鋳物の砂抜き穴だったところを大きな六角穴付きテーパープラグにシールテープを巻いて締めこんであるのですが、アルゴン溶接すると多くの場合アルゴンの熱でシールテープが焼けてしまいこのようになります。

問題の削り込んだポートもじっくりと確認しますが今回は壁ぶち破り事故は無いようです。

水から引き揚げて機械ベッドに固定して砂抜きプラグの漏れ止めを行います。ヘッドには今回漏れた前側に1個と上面に4個プラグが有りますので、この際ですのですべて一旦取り外して養生してからシールテープを巻きなおして再固定します。

今回漏れのあった前側のプラグはかなり大きいですので、普通あまり使わないサイズの六角レンチが必要です。また締め込み力が強いことが必要で、最初は締めこみすぎでヘッドに亀裂が入るのが怖くて弱めに締めたのですが、そのあとの再検査でまた漏れていてやり直しとなりました。やり直しではシールテープとケミカルガスケットを併用して固定しましたが、これで漏れは無くなりました。ここが漏れるとエンジン稼働中に冷却水が少しずつエンジンオイルに混ざるようになりますので完全にしておかなければなりません。ま、最悪でも車上で修理できる位置にはありますけどね。

上面のプラグは少し小さいものが4個あります。漏れは見られませんでしたがすべてやり直しておきます。

2023年6月24日
魔界エンジン MEー6 製作開始
静岡県内の方から魔界エンジンの製作依頼がございまして、開始いたしました。 画像は今まで使っていたエンジンを支給されたもので、ある程度はチューニングされているが調子が良くないとのことで、不具合箇所は修理してほしいという要望です。